詳(xiáng)細生產流(liú)程步驟解析
1. 原材(cái)料準備
材料選擇:通常采用高品質(zhì)的不鏽鋼絲(如304、316)、高溫合金(jīn)絲(如Inconel 718)或碳鋼絲(sī)。材料的選擇取決於螺套的應用環境(如耐腐蝕、耐(nài)高溫、強度(dù)要求)。
線材檢驗:對來料的鋼絲進行直徑、硬度、表麵光潔度和化學成分的檢測,確保符合標準。
線材處理:將大盤的(de)鋼絲卷料安裝到放(fàng)線架上,並通過矯直裝(zhuāng)置將彎(wān)曲的鋼絲矯直,為(wéi)下一步的精密繞製(zhì)做好準備。
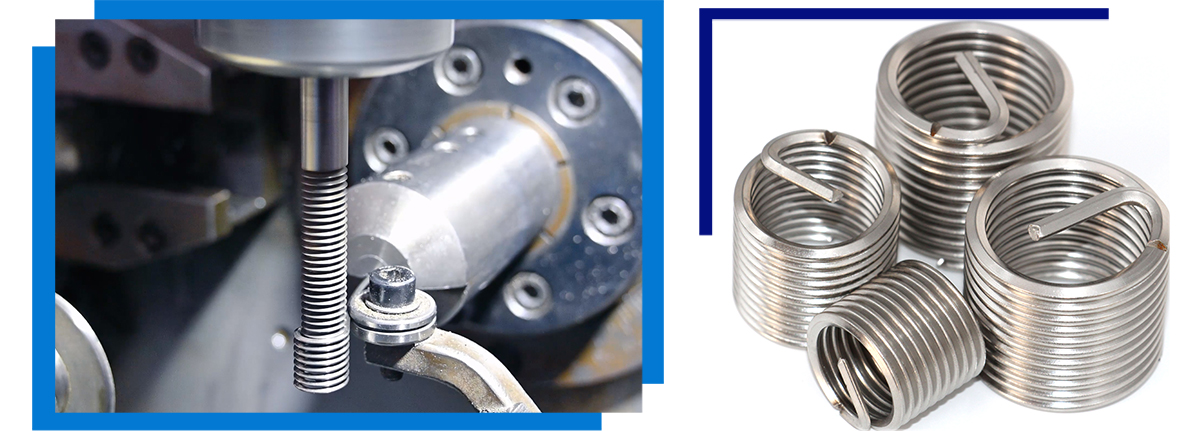
2. 繞製(zhì)成型(核心工(gōng)序)
這是關鍵的一步(bù),通常在高速精密繞絲機上完成。
模具與心軸:設備上安裝有特定規格的精密心軸(其外螺(luó)紋尺寸即為螺套的內螺紋尺寸)和導向模具。
繞製(zhì)過程:矯直後的(de)鋼絲通過導向裝置,被精確地、緊密地纏繞在心軸上。通過精確控製張(zhāng)力(lì)、角度(dù)和節距,形成具有菱形截麵的螺旋線圈。這個菱形(xíng)截麵是鋼絲螺套(tào)能(néng)夠自鎖和產生高強度(dù)的關鍵設計。
連續繞製:設備會連(lián)續(xù)繞製出(chū)一(yī)長(zhǎng)串的螺套“雛形”,看起來像一根長長的彈簧。
3. 熱處理(視材料和要求(qiú)而定)
去應力退火(huǒ):對於某些材料(如碳(tàn)鋼或部分不鏽鋼),繞製過程中會產生內應力,需要(yào)通過退火來消除應力,防(fáng)止產品變形並穩定尺寸。
淬火與回火:對於需要(yào)更高(gāo)強度的螺套(如用於(yú)高振動環境的螺套),會(huì)進行淬火和(hé)回火(huǒ)處理,以達到所需的機械性能(néng)。
注意:並非所有螺套都需要熱處理,例如(rú)奧氏體不鏽鋼(如304)通常冷加工後性(xìng)能已足夠。
4. 切(qiē)口(kǒu)與去毛刺
定長切割:使用精密的(de)切割裝置(如激光切割或砂輪片),將連續(xù)繞製的長(zhǎng)串螺套(tào)按預設的圈數(長度)逐(zhú)個切斷,形成單個的螺套。
去(qù)毛刺(cì):切割後的螺套兩端(duān)會有微小的毛刺,需要通過渦流式研磨機(光飾機) 或其他(tā)去毛刺工(gōng)藝進行處理,確保端部平滑,不會(huì)影響安裝和使用。
5. 表麵處理
根據(jù)客戶需(xū)求(qiú)和應用環境(jìng)進行選擇,以提供防腐(fǔ)、潤滑(huá)或美觀等功能。
鈍化:不鏽鋼螺(luó)套常用(yòng)工藝(yì),通過化學方法在表麵形成一層保護膜,增強耐腐蝕性。
鍍層:如鍍銀、鍍鋅、鍍(dù)鎳等,主要用於碳鋼螺套,提供防腐和潤(rùn)滑功能。
塗覆:如塗覆特氟龍(lóng)(PTFE)、二硫化鉬等幹性潤滑劑,用於需要高潤滑、防咬死(sǐ)的場合(如鋁合金發動(dòng)機缸體)。
6. 質(zhì)量(liàng)檢驗(全程質量控製)
這是確保(bǎo)產(chǎn)品合格的關鍵環(huán)節(jiē),通常包括:
尺寸檢驗:使用投影儀、螺紋通(tōng)止規等(děng)工具檢測螺套的內外徑、螺距、圈數、自(zì)由狀態下的(de)外徑等關鍵尺寸。
表麵質量檢(jiǎn)驗:檢(jiǎn)查表麵是否有裂紋、劃痕、鏽蝕等缺陷。
性能測(cè)試(抽樣進行):如(rú)扭矩測試、安裝測試、鹽霧(wù)試驗(測試耐腐蝕性)等(děng)。
7. 清洗與(yǔ)包裝
終(zhōng)清洗:去除生產過程中(zhōng)殘留的油汙、金(jīn)屬屑等。
烘幹與防鏽(xiù):清洗後立即烘幹,並采取短期防鏽措施(如塗防鏽油)。
包裝:根據數量要求,使用塑料袋、塑料盒(hé)或卷盤進行包裝,並貼上標簽(qiān),注明規格、材質、數量、批號等信息,以便追溯。
總結
鋼絲螺套的生產是一(yī)個技術密集型過程,其核心在於:
高精度(dù)繞製技術:確保螺紋精度和菱形截麵的(de)形(xíng)狀。
嚴格(gé)的材料控製(zhì):保證產品的(de)機械性能和環境適應性。
全方位的質量檢測(cè):確保每一個出貨的螺(luó)套都能滿足嚴苛的工(gōng)業標(biāo)準。
正是通過這些精細的流程控製(zhì),鋼絲螺套(tào)才能成(chéng)為一種可靠、快速的螺紋修複和增強解決方案。