努力(lì)打造中國數控機床行業品牌
![]() 台(tái)灣原廠技術
台(tái)灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱(rè)線:
13515154398
努力(lì)打造中國數控機床行業品牌
![]() 台(tái)灣原廠技術
台(tái)灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱(rè)線:
13515154398
聯係人(rén):陳總(zǒng)
手機: 13515154398
傳真(zhēn): 0523-80931188
網址:http://www.cznc.net
地址:泰州(zhōu)薑堰華港鎮龍溪工業園區

數控機床主軸軸承徑向和軸向遊(yóu)隙(xì)過大(dà)或過小是(shì)造成數控機(jī)床故障的主要原因。間隙過大會使主軸跳動,車削出來的工件產生橢圓、熱(rè)賣臥式加工中心棱圓或波紋等,間隙過小在高轉速時會使主軸發熱而損壞。數控(kòng)機床調整時,先擰鬆鎖緊螺釘5和螺母4,數控加工中心報價(jià),使軸承7的內圈相對主軸錐(zhuī)形軸頸向右移動(dòng),數控加工中心批發,由於錐麵的 作用,臥(wò)式加工中心報價軸承內圈(quān)產生徑向彈性膨脹,將滾子與內(nèi)、外圈之間的間隙減少。數控機床調整合適後,應將(jiāng)鎖緊螺釘(dìng)5和螺母4擰緊,軸承3的間(jiān)隙可用螺母l調整。

銑床(chuáng)我們都知道, 有(yǒu)立式銑床、臥式銑床、床身式銑床等眾多類型,立式銑床與臥式銑床相(xiàng)比較,主要區別是主軸垂(chuí)直布置,臥(wò)式加工中(zhōng)心報價廣(guǎng)泛應用於各個數控(kòng)機床行業領域!因為立式(shì)銑床適於加工較大(dà)平麵及利用各種帶柄銑刀加工溝槽及台階平麵,使用過程中(zhōng)應(yīng)該注意什麽呢?立式銑床操作注意如下:1.在使用立式銑床之前必須按照巡(xún)回檢查點仔細進行檢查,熱賣臥式加工中心並按潤滑(huá)圖表進行潤滑。2.如果停用立式銑床八(bā)小時以上再開動設備時,應先低速轉動三(sān)至五(wǔ)分鍾(zhōng),確認潤滑係(xì)統通暢各部運動正常後,再開始工作。

數(shù)控臥式加工(gōng)中心(xīn)的導軌采用款包(bāo)容窄導向的設計原則,導軌淬火磨削(xuē),硬(yìng)度可達hrc52以上,與其相配的導軌麵貼塑,並采用間歇集中潤滑,機(jī)床運動平穩(wěn),精度保持性好。熱賣臥式加工中心數控轉台為連續分度,采用德國(guó)進口INA平板式推力向心球軸承,以(yǐ)保證良好的傳動剛性與優化的減震性能,臥式加工(gōng)中(zhōng)心報價極大的改善了傳動係統的動態剛性,可實現15m/min快速移動速度。

以確(què)保在工件主軸的行程範圍內(nèi)的處(chù)理內容(róng)完成。試(shì)著在一個夾具中完成所有的加工內容。當需要更換夾緊點時,熱賣臥式加工中心應(yīng)特(tè)別注意不要因更換夾緊點(diǎn)而(ér)損壞定位精度,必要時在工藝文件(jiàn)中說(shuō)明。夾(jiá)具底麵與工作台接觸時,夾具底麵平麵度必須(xū)在0.01-0.02MM範圍內(nèi),表麵粗糙度不大於ra3.2um。 夾具應盡可能少的元件(jiàn)和高剛度。為了簡化定位(wèi)和(hé)安全,臥式加工中心報價應(yīng)在夾具相對於加工(gōng)原點的(de)每(měi)個定位表(biǎo)麵上(shàng)提供準確的坐標尺寸。加工(gōng)中心相互作用表,表由於移動,托盤,和下托的旋轉操(cāo)作中,夾持工具的設計(jì)必須能防止空間幹擾和機床。
立式(shì)加工中心是指主軸垂直,熱賣臥式加工中心其結構(gòu)形式多為(wéi)固定柱,工作台為(wéi)矩形,無分度(dù)旋轉功能的加(jiā)工中心,應適用於加工板(bǎn)型,盤型,模具和小(xiǎo)殼型複雜零件..立式(shì)加(jiā)工中心能完成銑、張家熱賣臥(wò)式加工中心鏜削(xuē)、鑽削、攻螺紋和用切削(xuē)螺紋等工序。其通常具有三(sān)個線性運動軸,並沿安裝在桌子上加工螺旋型部件的水平軸線(xiàn)的轉(zhuǎn)台,五個自由(yóu)度可以被處理。

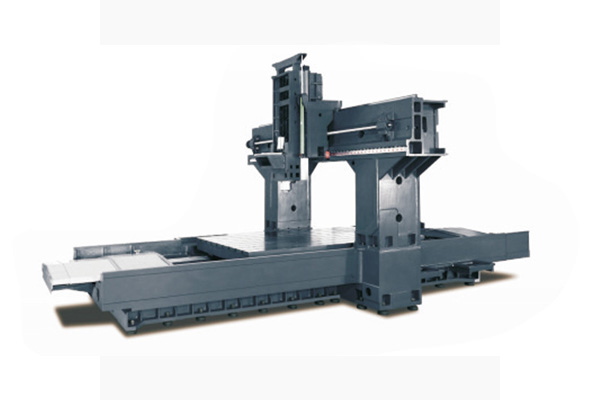
龍門加工中心(xīn)")

")